英语
英语





高压气淬密封箱式炉和高压气淬推杆可控气氛连续渗碳生产线及工艺
目前,高压气体淬火技术已成功应用于密封箱式炉和推杆式可控气氛连续渗碳生产线,提高生产效率,进一步降低齿轮热处理成本。
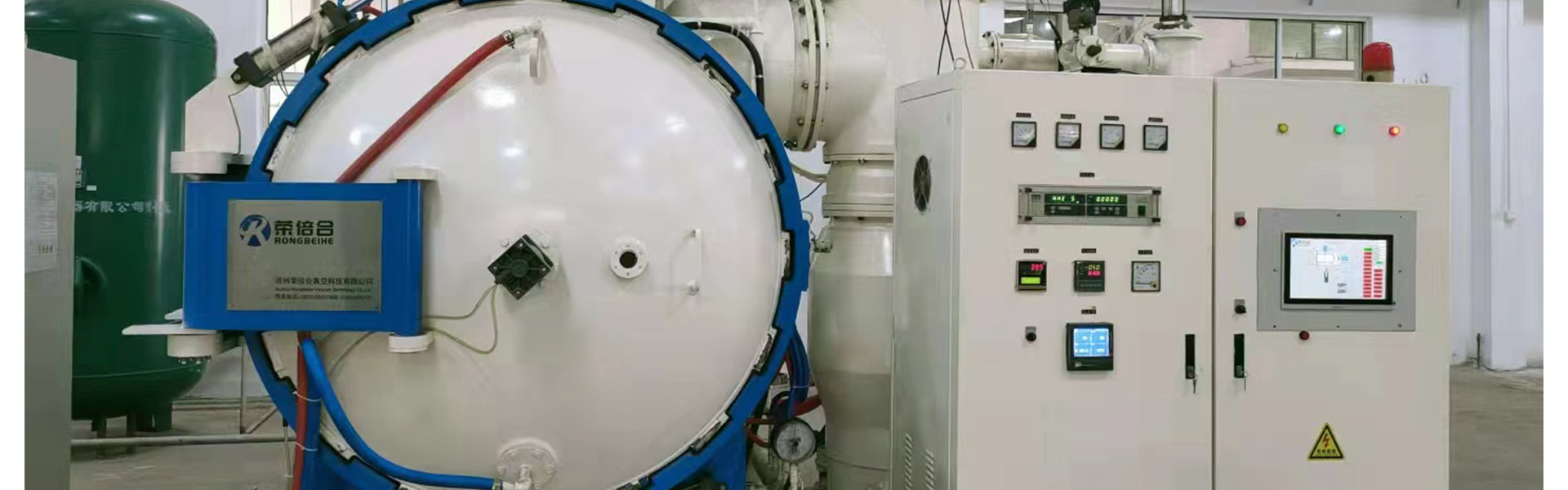
(1)高压气体淬火密封箱式炉及技术
高压气淬密封箱式炉的后室为密封箱式炉结构,前室采用高压气淬。齿轮在前室进行无氧化光亮淬火。在后室保护气氛下(可使用甲醇或氮气),可实现渗碳气氛下的无氧化加热或渗碳;前室中部为工件气淬室,下部为近气管道,上部为冷却回风换热器。室外侧装有变频调速的大功率风机,通过或he的快速循环对工件进行冷却淬火,通过调节风机可以控制淬火冷却速度。高压气体淬火后,工件无氧化,表面呈银灰色,变形小,避免了油淬后的清洗过程,节约了加工成本和淬火油的消耗。
(2)高压气体淬火推杆式可控气氛连续渗碳生产线及技术
公司开发的高压气体淬火系统应用于推杆式可控气氛连续渗碳生产线,该生产线于2003年投产,用于传动轴的渗碳淬火。它不仅提高了产品的热处理质量(如减少淬火畸变等。),而且降低了20%左右的生产成本,避免了环境污染。
高压气体淬火系统应用于推杆式可控气氛连续渗碳生产线。生产线主要由装卸平台、前清洗室、预处理炉、加热炉、渗碳炉、扩散炉、高压气淬室、回火炉、冷却平台、控制系统等组成。生产线中高压气淬和加热炉之间采用两种密封(热封和真空密封)。气体渗碳室和供气淬火压力室之间有滚动转移系统中间室,能以小于10s的速度平稳地转移到气体淬火室。中间室的入口
工艺流程为:400℃预热→925℃渗碳→860℃扩散→2 MPa氮气高压气体淬火→170 ~ 190℃回火。
节能降耗效果。该生产线结合了连续可控气氛渗碳生产线和高压气体淬火的优点,具体表现为:生产能力大;用高压氮气淬火代替传统的油淬,节省了淬火油和清洗剂的消耗,避免了油淬过程中的油气污染,实现了清洁生产,省去了后清洗,生产成本降低了20%左右。减少工件淬火变形,降低后续磨削成本。